アルミが求められる背景
背景1 銅の価格高騰
電気抵抗値が低く導電率が高いことから、古くから銅が配線や端子の材料として使われている。しかし、過去10年で電気銅の地金価格が3倍以上に急騰しています。
それに対し、アルミ地金価格は電気銅地金価格の1/3以下で安定して推移しています。埋蔵量は40倍以上(銅は2040年に枯渇すると言われている) と言われており、長期的な心配もありません。
背景2 省エネ
アルミは比重が軽く、重量は 銅の1/3と軽量です。そのため、車載をはじめとする銅製部品をアルミ化することで軽量化し省エネが図ることができます。
また、物流も軽量なアルミ製品の方がエネルギー損失が少なく省エネです。
アルミが使われてこなかった理由
はんだ付け性
以前から電線材料を銅からアルミへの置換えの要望はありましたが、アルミは難はんだ付け性材料であり、特殊な接合技術が必要なことから実用化することが出来ませんでした。
難はんだ付け性
難はんだ付けの理由は、アルミ表面の酸化が速く強固なため、酸化膜の除去に特殊なフラックスを必要とし、アルミ用フラックスのコスト高や管理が困難な事から、敬遠されてきました。
また、電解腐食を起こしやすいため、はんだ材料も一般的に使用されているはんだは使うことができません。
一般的なアルミはんだと超音波はんだの違い
一般的なアルミはんだ付け
一般的なはんだ付けは、特殊なフラックスやはんだが必要となる場合があるほか、フラックスの加熱時にガスが発生し、健康や機器に悪影響を及ぼすことがあります。また、フラックスの残渣を洗浄しないと接合不良や腐食を招くリスクが高まります。これらの課題を踏まえ、換気や保護具の使用など適切な対策を行うことが重要です。
- 腐食性の強いフラックスにより酸化膜除去
- アルミ用はんだ(Zn含有のものが多い)ではんだ付け
- フラックス除去(腐食防止)

超音波によるアルミはんだ付け
超音波によるキャビテーション効果を利用し、溶融半田表面や母材表面の酸化膜・油脂・ゴミ・埃等の汚れを除去し、活性化させる事で、はんだ付けが可能です。さらに、超音波により拡散や酸化膜の破壊が促進され、より強固に接合します。つまり超音波はんだ付けを用いることでノーフラックスでのはんだ付けが可能になります。
※キャビテーション効果とは、超音波によりはんだ中に生じた気泡が破裂する際に起こす衝撃波のこと。

優位性
- フラックスからのガス発生が無い
- フラックス洗浄工程が不要
- 300℃以下の温度ではんだ付け可能
- 短時間での接合が可能(予熱+塗布で10~20sec)
- アルマイト処理したアルミでも接合可能
注意点
- 撚り線内部の塗布は不可(毛細管現象が無い)
- 仕上がり面はザラツキ(光沢感は無い)
- はんだとの合金化が始まると、アルミがはんだ中へ移行する時間が早く、アルミが痩せることがある。
アルミはんだ付けアプリケーション
- アルミ電線のはんだコーティング
- モータやトランス用アルミ電線のはんだコーティング
- 電子部品のアルミ端子へはんだコーティング
- 二次電池のアルミ箔へはんだコーティング
- アルマイト処理したアルミ部品の接合

アルミ線はんだコート
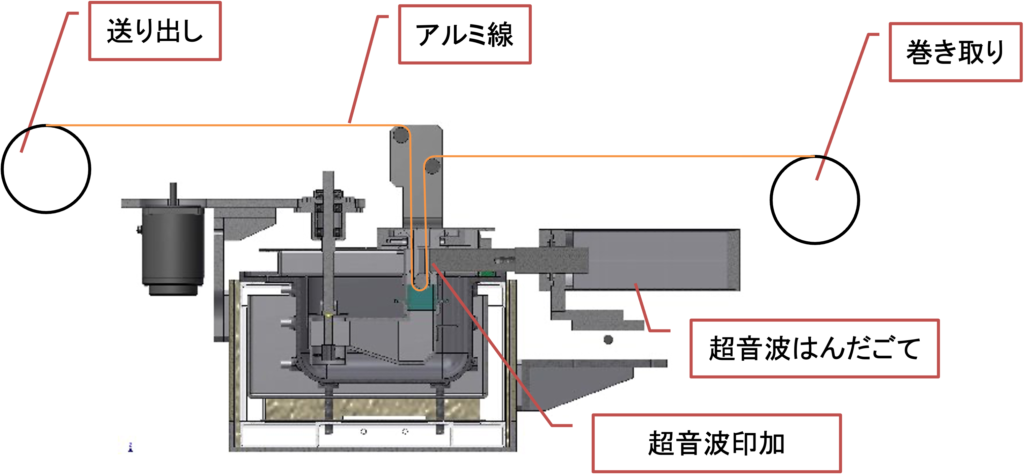
※アルミ線の強度アップ及び、はんだメッキ
アルミと銅の比較
| 地金価格 (/kg) | 埋蔵量 (t) | 電気抵抗率 (nΩ・m) | 密度 (g・cm-3) | 熱膨張率 (µm・m-1・K-1) | ヤング率 (Gpa) | |
|---|---|---|---|---|---|---|
| アルミ | \226 | 380億 | 28.2 | 2.70 | 23.1 | 70 |
| 銅 | \730 | 10億 | 16.78 | 8.94 | 16.5 | 110-128 |
| アルミの特徴(比較) | ◎ 安い | ◎ 多い | △ 高い | ◎ 軽い | △ 伸びる | △ 脆い |
リソー技研の超音波はんだ技術にご期待下さい
当社では、超音波はんだ装置製造のパイオニアとして、様々な製品を取り扱っております。ハンディタイプのはんだごてから、量産専用の完全オーダーメイドの自動化装置まで、様々なご要望にお応えしております。