アルミ材のはんだ付けが困難な理由
一般的なはんだ付けでは、アルミ材同士の接合はとても難しいと言われています。その理由は下記の通り3つあります。
(1) 高温の作業(ろう付け)が難しい。
・バーナーなどで、アルミの融点(660℃)以上に加熱してしまうと、溶けたり、変形してしまう。
作業中の温度の見極めや、はんだ(ろう材)を供給するタイミングの習得が難しい。職人技的な高い技術が必要。
・低温で作業しようとすると、アルミに熱が奪われて上手くはんだがぬれない。
⇒Velbond(ベルボンド)による超音波はんだ付けにおいては、ホットプレートなどでワークに予備加熱(200℃以下)を行えば、比較的簡単にアルミにはんだ付けができます。
・低温のアルミ用はんだもあるが、鉛やカドミウムなど、RoHS指令で禁止されている物質を含むため、使用できる用途、分野が限られる。
(2) 強酸性のフラックスを使用する必要がある。
・専用のフラックスは強酸性のものが多く、はんだ付け後に洗浄してフラックスを除去しないと腐食する。
・周辺環境への配慮が必須。洗浄後の廃液の処理にもコストがかかる。
・作業者の健康への悪影響。
⇒超音波はんだ付け用はんだは、ノーフラックスではんだ付けが可能です。
(3) 電解腐食の問題
・はんだ付け部が局部電池を形成するため、電解腐食が進行して、劣化しやすい状態となる。
⇒超音波はんだ付け用はんだには、電解腐食を低減するアルミ用はんだ材料もラインナップしています。
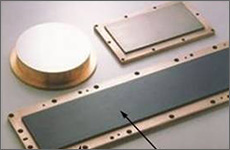
超音波はんだ技術ならアルミ材同士でも超強力接合が可能
上記のように、様々な理由で接合が難しいアルミ同士のはんだ付けですが、超音波によるキャビテーション効果を利用し、溶融半田表面や母材表面の酸化膜・油脂・ゴミ・埃等の汚れを除去し、活性化させる事で、ハンダ付けが可能です。さらに、超音波により拡散や酸化膜の破壊が促進され、より強固に接合します。つまり超音波ハンダ付けを用いることでノーフラックスでのハンダ付けが可能になります。
※キャビテーション効果とは、超音波によりハンダ中に生じた気泡が破裂する際に起こす衝撃波のこと。

リソー技研の超音波はんだ技術にご期待下さい
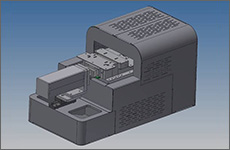
当社では、超音波はんだ装置製造のパイオニアとして、様々な製品を取り扱っております。ハンディタイプのはんだごてから、量産専用の完全オーダーメイドの自動化装置まで、様々なご要望にお応えしております。